Cikk megosztása

Oké, hogy víz, meg komló, meg élesztő, de a legfontosabb mégis az árpa, hiszen az adja a sör tartalmát. Mégis, sokszor kevés szó esik erről az összetevőről. Most mindent pótolunk!
Az Ogre Bácsi Söregyetemen, 2018 novemberének végén Dr. Fogarasi Attila maláta- és sörgyártás-szakértő tartott előadást a malátáról. Pontosabban annak az alapanyagáról és gyártásáról. Ki nem hagytuk volna!
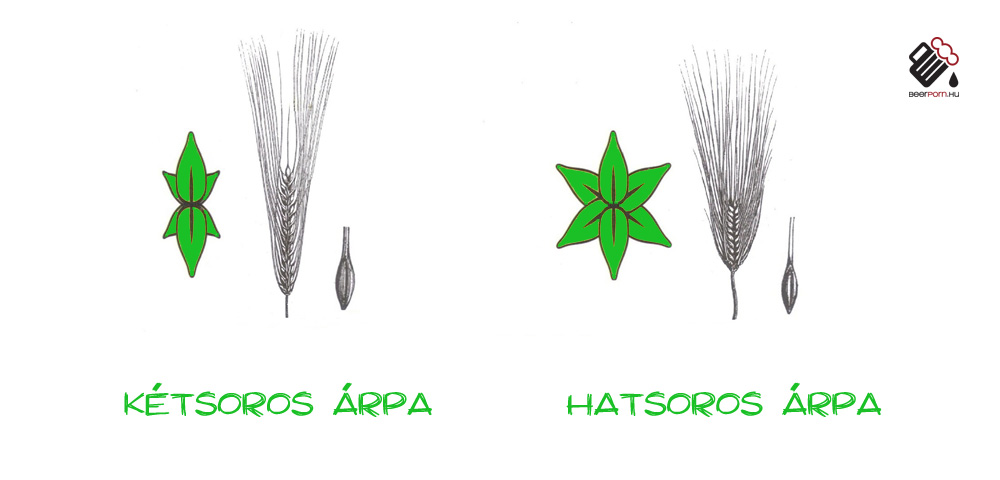
Fogarasi Attila előadásában bemutatta, hogy alapvetően kétféle árpát különböztetünk meg, kétsorost (a kalászon két sor árpa helyezkedik el) és a hatsorost (a kalászon hat sor árpa található, csillag alakban). Utóbbi általában őszi, a kétsoros pedig rendszerint tavaszi vetés.
Úgy tartják, hogy a kétsoros jobb malátakészítéshez mivel így a magoknak kevesebbet társukkal kell osztozniuk a felvett tápanyagon, így a magok minősége egységesebb lesz ezáltal jobb lesz a belőlük készített maláta is. A hatsoros előnye a nagyobb hozam, viszont az ebből készített malátában könnyebben jönnek elő az ízhibák, mivel a két fő sor jól táplált a másik négy viszont kicsit kisebb, satnyább magokat, így ingadozó minőségű malátát is jelent. Mindkét fajtából készítenek sörárpát illetve takarmányárpát.
Magyarországon évente egyébként nagyjából 500 000 tonna árpát termesztenek, és ennek kicsit kevesebb, mint egyötöde sörárpa, amiből malátát készítenek.
A maláta gyártásakor előbb beáztatják az árpát, amelynek a kb. 14%-os nedvességtartamát felduzzasztják 40%-ra. Ezt egy áztatókádban végzik, ami voltaképpen egy hatalmas fém tartály, amely félig meg van töltve vízzel. Így a tartály alján lévő árpa ázik, a felső részén lévő pedig szárazon van. A tartály tartalmát folyamatosan mozgatják, hiszen nagyon fontos a homogenitás, hogy minden egyes árpaszem pontosan ugyanazon a folyamaton menjen át, hiszen ez az eljárás garantálja, az egységes ízvilágú malátát és ilyenkor oldódik ki a keményítő.
A malátagyártás következő állomása a csíráztatás, amikor a jelentős mennyiségű vizet felszívott árpát halmokba rendezik és 6-12 óránként teljesen átforgatják ezeket a halmokat. Erre azért van szükség, mert a csírázás közben rengeteg hő szabadul fel ami kárt tehetne a malátában: 22 °C fölött ugyanis az árpa felhasználja a sörhöz is igen fontos keményítőt az intenzívebb növekedéshez és ennek zavaros(abb) sör lehet a következménye. Ha viszont ciklikusan átforgatják a halmokat, a hő távozni tud.
A csíráztatás folyamatát addig engedik, amíg a csíra el nem éri a szem méretét, ekkor éri el ugyanis a maximális diasztáz szintet, amely anyag majd a keményítőnek segít cukorrá alakulni. Az így létrejött masszát nevezzük zöld malátának.
Persze ma már természetesen léteznek egyéb eljárások is, amik kevésbé költségesek, mint a humán munkaerővel folytatott csíráztatás, ezek közül a legelterjedtebb a Galland-féle pneumatikus malátakészítési módszer. Ennek az eljárásnak fő elve az, hogy a kellően áztatott árpát kb. 1 méter magas rétegben lyukacsos fémlemezre halmozzák. A csírázástatás alatt bizonyos időközönként vagy folytonosan, tiszta lehűtött és nedvességgel telített levegőáramot vezetnek át a csírázó szemekből álló rétegen, ez által az árpa elegendő mennyiségű oxigént kap, a fejlődő szénsav elvezetődik, és így a csírázó árpa nem szárad ki.

A zöld malátát szárítani kell, ekkor kapja meg a színét illetve a sör ízét is meghatározó aromáját a maláta. A szárítás első lépése az aszalás. Ez történhet füsttel (ma már nem túl gyakori, mivel a száraz maláta igencsak gyúlékony) illetve levegővel (légaszaló). Ebben a fázisban a lyukacsos lemezre vagy hálóra kiterített malátát elkezdik száraz, meleg levegővel kezelni. 25 °C-ról indítva 10 °C-os lépcsőkben emelik a hőmérsékletet, akár 120 °C-ig.
Ennek a folyamatnak a során a massza kb. 40%-os nedvességtartalma 10% körülire csökken. Minél magasabb hőmérsékleten aszaljuk a malátánkat annál sötétebb színt fogunk elérni. Az egészen sötét színű malátákat, az aszalás fázis után meg is pörkölik, karamell, vagy festőmalátát előállítva.
A kész maláta ezek után már a sörfőzdékbe kerül, ahol a roppantás után sört főznek belőle. De ez már egy másik történet.